原标题:NM450耐磨钢板钻孔的技术方面的要求和HARDOX500机械加工刀具的选择-上海志琪
虽然NM400耐磨钢板能够正常的使用高速钢刀具以及超硬刀具进行机械加工,然而与一般的结构用钢板相比,强度和硬度较高,是不容易进行机械加工的材料,因此根据选择的机械加工条件,加工时间可能较长,或者可能因刀具的损伤严重,导致加工成本增加。
志琪实业,专门干耐磨钢板销售及耐磨零部件的加工,涉及耐磨钢板的切割下料、耐磨圆管焊管,卷圆筒折弯和加工螺旋叶片、焊接和螺柱焊、机械加工如沉头孔螺纹孔等。

加工成本与加工速度(切削速度、进给速度)的关系:如果加工速度较低,虽然刀具的损伤较小,但是加工时间增加,人力成本上升,并且交货期延长,因此切削成本增加。另一方面,如果加工速度较高,虽然切削成本降低,但是易发生刀具的折断及磨损,刀具成本增加。
刀具成本与切削成本的合计为总加工成本,NM400耐磨板钻孔可获得总加工成本最低的经济型机械加工条件方案。
根据加工方法和刀具的种类等因素,经济型加工条件各不相同,因此下页以后介绍进行机械加工时的一般性需要注意的几点、以及关于各种加工方法及各刀具种类的推荐条件。

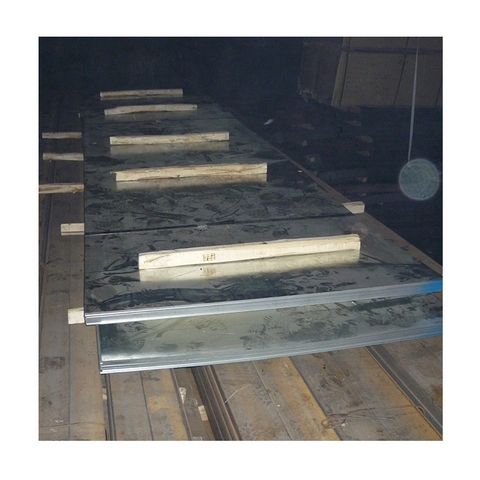
一,NM450耐磨钢板的固定:请使用钢材料垫块,将钢板(被加工材料)可靠固定。
如果固定不良,钢板在加工时移动会发生危险,很可能造成钻头寿命减少以及钻头折断。
二,刀具的固定:请配合钻头的直径使用钻夹等,尽可能缩短钻头的伸出量,充分紧固安装在主轴上。如果钻头的伸出过长,或者紧固不良,则很有几率发生刚性降低或钻头折断。
如果钢板较厚,不得不采用较长的钻头伸出量,则与标准的切削条件相比,请减少进给量或切入量。另外,使用柄部较长的钻头也十分有效。
三。切削液:请充分供给切削液。能够正常的使用水溶性或油性切削液。如果切削液的供给量不足,钻头的钻刃温度易升高,磨损量增加,钻头很可能折断。如果采用可内冷却的加工装置,则建议使用内部供油。
如果注重降低刀具成本,则建议采用高速钢钻头;如果第一先考虑加工速度,则建议采用超硬钻头。
进行机械加工时,请选择钻刃长度适合HARDOX500钢板厚度的钻头。如果钻刃长度过长,由于伸出量较多,刚性降低,钻头易发生折断。
请不要使用钻刃形状存在问题的钻头。重新研磨使用时,应在研磨中注意减小横刃的偏心以及切削刃高度差。
上一篇: 大庆油田配备制作集团总经理房俊岭一行到江钻公司观赏沟通
下一篇: 耐磨钢板钻铣加工应该选用什么钻头?